» See Also: Why are Technomad Loudspeakers So Weatherproof? (click to read)
The featured element of Technomad’s trade show display is a simple demo video (click here to view), which despite its unassuming production values manages to stop most jaded trade show attendees in their tracks. In the short film the viewer witnesses a Technomad loudspeaker thrown into a river from a 50 foot bridge, shot with six shotgun blasts, and then finally lit aflame after being doused with half a gallon of gasoline. The video display is flanked by a large lexan tank, in which 300 gallons of water pours over a Technomad loudspeaker each hour. Water sprays from the front grill of the speaker, blasted into the air by the well-tuned LF energy radiating form the driver cone and cabinet ports.
Technomad builds their loudspeakers to endure some of the most hostile audio applications imaginable, regardless if they are permanent, semi-permanent or mobile, indoors or out. Granted, getting thrown fifty feet off a bridge into a river, lit aflame with a half a gallon of gas or shot with a shotgun (all demonstrated in the demo video), is a little extreme for even the most abusive sound rental companies. Most loudspeakers will never be subjected to such a fate on any gig, or while hanging in an array 30 feet above a ball field. But, these tests are a great example of the durability of the Technomad loudspeaker cabinet, its construction and the components contained therein. And they keep on playing, sounding great all the while.
How does a Technomad cabinet withstand such abuse? What on Earth is the Technomad loudspeaker cabinet made of, and what goes into it, that it can endure such torture?
The answer comes from a unique flight case manufacturing technology called roto-molding that was developed and first put into service in 1954.

Since that time, this case and cabinet technology has been in active service in all branches of the US military, as well as in the broadcast, audio, medical, computer, and other industries. The roto-molding process produces a very lightweight, incredibly durable and almost indestructible, one-piece military specification, ATA rated shell. This shell is impervious to water, sand, salt, temperature, mold, mildew, condensation, chemical, insect, UV radiation, acids and other damage.
The electronics contained therein are obviously protected by the cabinet, but they are also specifically designed to withstand the aforementioned elements on their own. Additional protection is assured when the watertight, gasketed lid is attached to the front of the cabinet, and the speaker transforms into an ATA III rated flight case. With the lid attached, the cabinet can be locked together for truck transport, individually shipped by FEDEX or UPS, or checked as airline baggage. The lid also offers great off-season protection for loudspeakers permanently installed outdoors. Instead of taking the whole loudspeaker down if a hurricane is coming, one can simple attach the gasketed lid (and head for the hills!).
Injection Molding and Rotomolding: The Differences
The majority of all plastic loudspeakers are manufactured by injection molding. Injection molding is a process where very hot plastic is quickly squeezed in between an outer and inner mold. The plastic is then rapidly cooled. Any time plastic is quickly cooled stress concentrations can occur, particularly at the corners or edges of the object or around detailed features. Air bubbles can also form in this process of molding and these bubbles can cause areas of weakness that can easily crack or break under stress. These problems are mainly found in very poor quality, low-grade molding processes, where the ultimate goal is to produce large quantities of extremely inexpensive finished products.
Injection molding only allows for cabinet wall thicknesses of 1/8 inch to 1/4 inch. Therefore, intricate ribbing has to be designed into the injection molded cabinet sections to provide strength and rigidity to what would otherwise be a flimsy, highly resonant, finished product (as in the case of a loudspeaker cabinet section). Due to the nature of the injection molding process, it is very difficult to produce large injection molded objects with thick walls. Therefore, all injection molded loudspeakers are molded in multiple sections, and then screwed or otherwise fastened together to create the final, finished product. Injection molded products are produced faster, but they are not as strong as a roto molded product.
Injection molding is how low cost, high volume plastic objects such as disposable cutlery and garbage cans are often made. (Now you know why those cheap plastic picnic forks always snap when you stick them in your Cole slaw on summer holidays). A Technomad staff member, performing a little corporate espionage, once called the technical department of a very large, well-known, competing loudspeaker company. When the technician was asked by the incognito Technomad employee, “how are your plastic loudspeakers produced?”, the unwitting technician, probably new to the position, simply answered, “Just like plastic garbage cans, but only better. ” (We would hope so!)
Because rotomolding is a very time consuming process, taking about one hour to produce one Technomad loudspeaker cabinet, the process allows the finished, one-piece polyethylene shell to fully anneal. The rotomolding process produces 1/2 inch thick linear cabinet walls and 3/4 inch thick corners that are free of imperfections, such as air bubbles, stress areas and other ‘built-in’ weaknesses that are common in other plastic loudspeaker products. This makes for a very strong cabinet, especially in the corner areas where impact is likely to occur. The corrugation that is designed into the cabinet walls provides incredible rigidity to the entire cabinet structure, without the need for additional internal cross-bracing, supports or structure.
The finished Technomad speaker cabinet offers acoustic performance comparable to the very finest 18-ply Baltic or Finland birch cabinets, but without the defects, gaps and sensitivity to moisture and rot inherent in such materials. Because a Technomad loudspeaker cabinet is a one piece shell and has no joints or seams joining multiple parts, the cabinet is completely free of anomalies that plague wooden and, especially, injection molded plastic loudspeakers. This unique, patented cabinet design allows a Technomad loudspeaker to produce a full, articulate sound, without distortion and/or inefficiency problems due to wall flex, vibration, imperfections in Thiele tuning, etc. , that are commonly found in less or quality loudspeakers, regardless if they are manufactured of plastic or wood. Technomad is so confident in its cabinets (and after 43 years of active military service and subsequent military specification approvals, one would assume so), it backs the cabinets with a ten year unconditional warranty.
The Manufacturing Process

Technomad’s rotomolding techniques are extremely sophisticated, and of course, proprietary. Basic rotomolding is relatively easy, but rotomolding a precision loudspeaker is enormously difficult and extremely expensive.
The roto-molding machines that produce the cabinets are fairly massive, complex and expensive. Imagine, if you will, a three blade windmill lying on its back. At the end of each ‘blade’, herein referred to as ‘arms’, are one to four molds, depending upon size and complexity.

Rotomolding is a three-stage process. One arm holds the mold from where finished product is unloaded after it has been through the oven and cooling chamber. Refer to photo #1, the worker removing the finished Technomad cabinet from the mold. When the finished product is removed, the mold is then ready for more poly ethylene powder to produce a new product. Refer to Photo # 2, empty mold. Point of interest: raw polyethylene isn’t a gel or a liquid, it’s a flour-like powder when put into the mold. Refer to Photo #3, open mold containing the polyethylene powder. This polyethylene powder is referred to as a ‘charge’. Unlike other roto-molded loudspeakers, Technomad does not ‘cut’ their polyethylene charge with foam. Foam ‘cutting’ polyethylene decreases cabinet weight and mass and produces a weaker, highly resonant cabinet.

When one mold is being charged (loaded with plastic), another arm simultaneously has as many as four, fully-charged molds in the natural gas-fired oven. The ovens are as wide as twenty feet across, twenty feet deep and twenty feet tall. The larger the oven, the larger the mold that can be accommodated therein. The molds rotate around slowly, for as long as twenty five minutes, on all three axes’, via a complex motor system and gear mechanism. Complete three axis rotation ensures uniform distribution of plastic material through-out the mold as it melts at 600°. The third arm and its molds, having just been in the oven, have simultaneously moved into the cooling chamber, which is as large as the oven, for 25 minutes. In the cooling process, the molds are first cooled with a water shower and then they are air cooled. After all three arms have completed each stage of the cycle; they all simultaneously rotate to the next stage. This production cycle can continue indefinitely, and often times, production continues 24 hours per day.
Technomad LLP believes they are the only professional loudspeaker manufacturer in the world building a line of professional loudspeaker cabinets made entirely of recycled materials. Manufacturing and cabinet design advances allows Technomad to utilize 90 percent post-industrial and 10 percent post-consumer plastics in the manufacture of their black loudspeaker cabinet moldings. Technomad loudspeakers are also available in a wide variety of colors, 13 aside from standard black. Technomad cabinets are not merely finished in colors, but the colors are molded through the cabinet using dyes free of heavy-metals. A Technomad loudspeaker cabinet color – as well as the cabinet itself -wills never fade or breakdown due to chemicals, chlorine, bromine, UV radiation, etc.
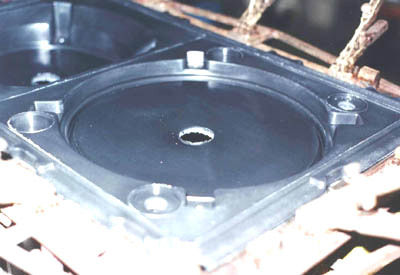
All roto-molded cabinets come out of the mold as a complete, one-piece shell. The polyethylene powder, as it melts, builds up everywhere in the mold, even where none is needed, such as where drivers will eventually be mounted. These unnecessary areas of plastic material are later cut out. Speaker horns, driver and mounting hardware cavities, ports, handle and latch hardware anchors, stand mount sockets, etc., are molded into the Technomad cabinet via precision machined, modular tool elements. These elements are ‘swappable’ allowing Technomad to produce several cabinet designs from the same basic ‘shell’ tool, thus reducing production costs. Refer to photo #4, the lid of a Chicago subwoofer and/or Cairo full-range speaker cabinet mold. Note the precision machining of this element. The two circular areas create the indentations for the 12″ and15″ drivers in the cabinet, and smaller circular elements create ports, recessed potentiometer cavities, etc.
The molds are constantly being subjected to extreme temperatures that vary from 600° (315 C) while in the oven, to 60° (15 C), when it goes into the cooling chamber. The low maintenance, single cavity molds are stamped and machined from aluminum and steel for long tool-life.
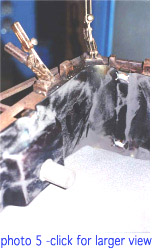
Refer to photo #5, the removable stand mount socket mold-element is in the lower left corner of interior mold element (slightly blurred), and the ‘butterfly’ latch anchors are to the upper right, interior corner of the mold. To ensure the correct placement of stainless steel cabinet hardware, butterfly anchors, and T-nut fly points (not shown), are secured in place during the molding process on small precision pins and extremely strong magnets. Loudspeaker cabinet hardware anchors and/or T-nuts are put into the mold just prior to the plastic powder during the charging stage. These inserts are extremely strong due to their imbedded construction. The pull-strength of a molded-in T-Nut fly point is rated at four hundred pounds per point, and the small, low-profile, recessed lid latches are ATA-III rated and meet Mil-Spec 810E for security, durability and long life.
Anywhere a hole in the cabinet is desired, such as a port, driver area, etc., a knife edge is designed into the mold element. This knife edge prevents significant build-up of plastic, allowing an unwanted plastic area to be removed with a sharp blow from a hammer while the mold is still warm. Refer to photo #8, close-up of the sharp-edged circle, surrounding 15″ driver placement area. Note the round area within the circle has yet to be removed. This recessed area is where the 15″ driver will be front-loaded into the cabinet. The unwanted piece of plastic will then be ground up and recycled. No additional machining is required of the finished cabinet once it comes out of the mold.

It is also possible to control how thick or thin a particular part of the molding will be by heat shielding that portion of the mold. The less heat a section of the mold receives will produce a thinner wall section in that area, such as the areas where the drivers will be mounted. This allows for easy removal of unwanted areas, and reduces waste. These waste parts are then ground up into powder and then used again in the manufacturing process. Essentially, no plastic waste is ever produced in the manufacturing process of a Technomad loudspeaker cabinet. All by-products are continually recycled.
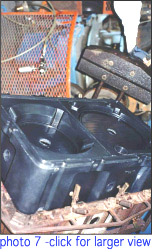
Roto-molded objects cannot be formed with features which protrude into the finished molded product. Unless, of course, that portion of the mold is removable, such as the stand mount sockets that are molded into each side of the Technomad Berlin, Chicago, Noho, Cairo and Soho cabinets. Again, refer to photo #5. The stand mount socket inserts are pulled out of the mold at the end of the cycle (refer to Photo #6), to allow the finished cabinet to be removed from the mold. Refer to photo #7, the Chicago cabinet halfway out of the mold. Note the stand mount sockets on the two sides of the cabinet.
Cool Cabinets, Man. . . .
After the Technomad cabinets have cooled, they are then sent to mechanical assembly, where, depending upon the model or configuration
ordered by the customer, D-ring fly points, hardware, handles, etc., are attached. Refer to photo #9, the assembly line. Crossovers and filter networks are all front-loaded through the large 12″ and15″ openings, where the drivers will eventually be mounted. These internal components are specially designed to be 100% weather-proofs. Literally, water, sand, salt, mold, etc., has no effect on any a Technomad’s crossover network or the internal Passive Processor™ filter network. The unique contoured design of these finished internal components glove-match to the interior contours of the cabinets and lock into place. This exacting fit assures no amount of shock will ever knock these components loose. Internal tuning is completed with precision-density, weather-resistant polyurethane foam, as opposed to the more typical pink fiberglass insulation.
Customized cast frame bass and coaxial drivers start out with paper cones, but after Technomad’s proprietary three-step chemical process is applied, the driver material more resembles plastic then paper. Technomad’s unique chemical treatment assures the cones will not absorb or be effected by water or moisture. The driver material will maintain the proper balance and mass to provide accurate audio in all environments. Regardless if the climate is thick with humidity and rain, freezing cold or severely dry in blazing hot desert conditions, a Technomad loudspeaker will always deliver uniform and consistent sound quality. Technomad’s chemical process also extends the lifespan of the driver itself in extremely hot and dry conditions by preventing the cone material from drying out, weakening and cracking in short periods of time. Water, should it get on the drivers, simply sheds away, like water beading and running off a freshly waxed car.
The last step of assembly is the three-layer, acoustically-transparent WeatherTech™ grill system. The WeatherTech grill, with its tight perforation pattern and inner layers of mesh and foam, breaks down and sheds away the most tenacious wind driven rain or water. These incredibly fine mesh and foam inner layers also prevent insects, rain, sand and even the finest dust from entering the cabinet. The precision-density, internal polyurethane foam also acts as a massive filter that collects extremely fine dust that might get past the three-layer grill system. Highly destructive dust is prevented from adversely affecting the voice coils and diaphragms.
Where Technomads eventually live:

A During recent inspection of a 22 Technomad speaker installation at a popular seaside resort, photo #10, in Ensenada, Mexico, several Cairo loudspeakers were opened to evaluate the effects of the elements on the system. The loudspeakers inspected had been installed, fully exposed to the direct Pacific Ocean winds, sun, spray, sand and dust, four full months prior. When the grill was removed, the cabinet and drivers appeared as if they had just come from the factory. While there was a excessive amount of dust built up over the port area on the external grill, refer to lighter area on the speaker grill in photo #10, upon removing several drivers and examining the cabinet interiors, no dust was found in the cabinet. The dust build-up on the grill was easily wiped away with a wet rag. Maintenance staff at this facility are simply instructed to place the lids on the Technomads prior to hosing the dust off of them at closing, or just prior to opening.

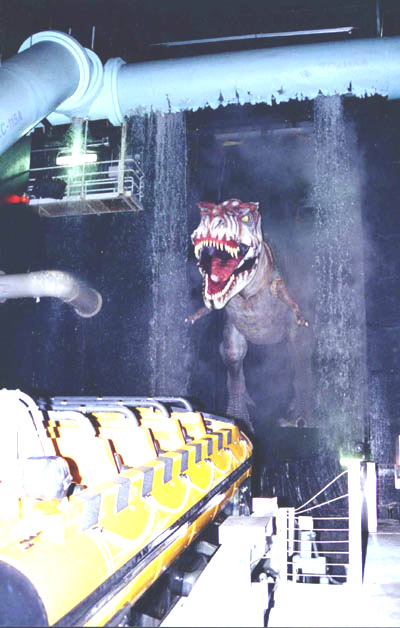
perfect example of another harsh installation can be seen in photo #11 (Close-up and distant shot, respectively). This is one of the 14 Technomads installed in scene 12 of Jurassic Park, at Universal Studios Hollywood. This pictured loudspeaker, along with the others in the system, were installed in October 1996, after the original ‘weather-resistant’ sound system succumbed to the environment only four months after the attraction first opened in June 1996. Two of the Berlin loudspeakers have continually hung in the waterfall, where five thousand (5,000) gallons of water is re-circulated over, or around them, 12 to 16 hours per day, for 363 days per year. (Universal Studios Hollywood is closed on Christmas and Thanksgiving). That figures out to approximately 4,200,000 million gallons of water on a daily basis, and over 1,500,000,000 gallons annually. (One BILLION, Five hundred MILLION gallons of water). Ed Carri, Manager of Sound and Video simply report, “We have never experienced any problems with our Technomads, ever. They just continually work and sound great.
Not just for Outdoor Use
Technomads are the obvious choice for outdoor environments, but their unique design offers many acoustic advantages as well. The thick and rigid rotationally molded shell offers outstanding acoustic properties, notably in delivering deep, accurate bass without cabinet anomalies. Technomad’s “performance at all costs” approach extends to its highly customized LF drivers and the use of horn-loaded ceramic and compression drivers on all of its models, from the tiny Vernal up to the mighty Berlin. The result is that many demanding clients choose Technomad loudspeakers for critical INDOOR applications such as theater installs, restaurant and retail environments, and corporate sound. Technomad’s integral weatherproof design never gets in the way of delivering first-rate audio. The result is a true “does anything” loudspeaker line.
With a full range of products that includes 8 ohm systems, 70-volt systems, dedicated subwoofers, and a wide range of options, Technomad loudspeakers are ready for anything you can throw at them. Sound reinforcement, audio contracting, military applications, cruise ships, amusement parks, seaside resorts, multi-use facilities, restaurants, stadiums, restaurant, retail, sports facilities. . . What have you got?